Bamco strives to be a wealth of information for its customers, fellow employees, and the industry overall. The next few articles take aim at explaining important machinery that we provide belting for. On top of that we want to discuss; the belts used, vendors that provide the belts, and important attributes when it comes to the belting.
Tube winding is a very common process where belts serve multiple crucial rolls. However, before we get into the belting side of things, let’s cover the basics when it comes to tube winding. Paper cores start out as all paper products do…as paper. Parent rolls are generally brought in at the needed width . If they are not the proper size, the parent rolls are loaded onto an unwinder, slit to width, and rerolled into the rolls needed for tube manufacturing. Once the paper is at the proper width, there are two styles of tube manufacturing.
Convolute Winders
This is meant for tubes that are not spirally wound. The width of the parent roll is going to be the width of the tube. All plies are applied directly on top of each other. These cores generally have a large inner diameter and are common in the metallurgical industry
Paper is unwound from the slit roll and is fed through a series of pullies that ensure proper tension on the paper. The paper is then attached to the drum winder through a vacuum system. A lazer is used to detect the paper and apply the glue accordingly. The paper is then wound around the roll until the desired wall thickness is reached. This can be as thick as 25mm in some cases. A paper cutter then cuts the paper from the parent roll.
Spiral Winders
This is generally what people think about when they think of tube winders. These are used to create things such as; straws, paper towel rolls, toilet paper rolls, tape cores, film cores, textile tubes, and lid rings (like on Ben and Jerry’s containers.
Instead of one big parent roll, like in convolute winders, there are many rolls (sometimes up to 24) that are a smaller width. Each roll will be a ply and is unwound at the same time. Ply diverters are used to ensure that the paper does not get tangled up. Precision glue is then applied to the plies on an auxiliary roller.
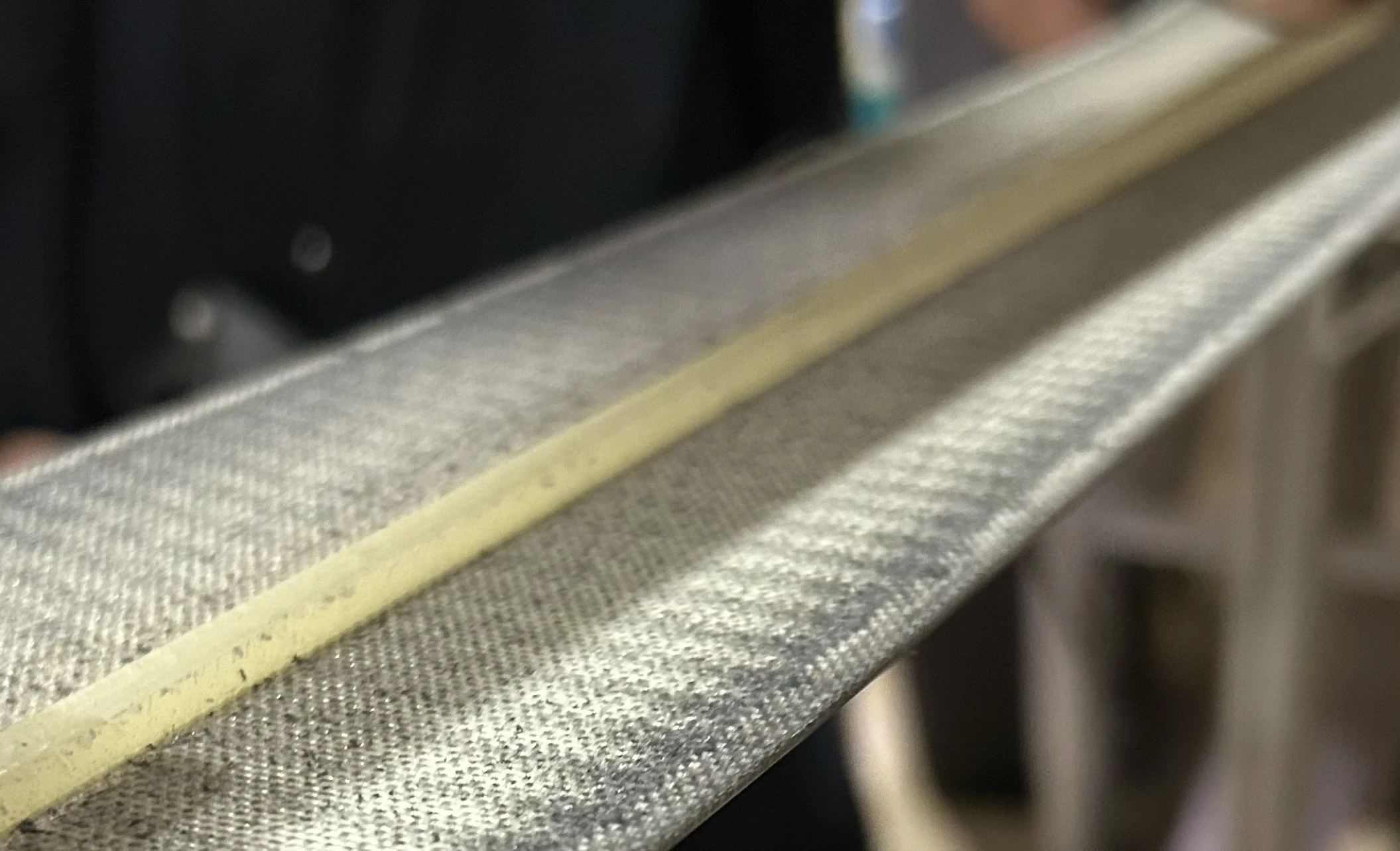
The plies are then rolled around a mandrel at an offset or spiral. This process is done in conjunction to tube winder belts. These belts ensure accurate pressure is applied to the tube being created. The belts can move at speeds of up to 120m/min.
Once the tubes are created, they need to be cut. This can be done several different ways. First off, it can be done manually or programmed. Knives can be stationary or move using pneumatic amortization. Machines also vary in the number of knives being used. Some machines are as simple as one knife on either side of the tube that makes the cuts. Some machines are complex with 12 knives that move with the roll. It all depends on the customer’s needs and what is being manufactured.
Tube Accumulation System.
All tubes manufactured have to go somewhere. Smaller tubes, such as tape cores, may pile up in a box. Other systems might require complex accumulation to ensure proper flow and drying time for the glue.
Hopefully this gives a baseline to further discuss belting and hosing needs when it comes to keeping these machines running.